まだ試作というか、実験段階なのですが、
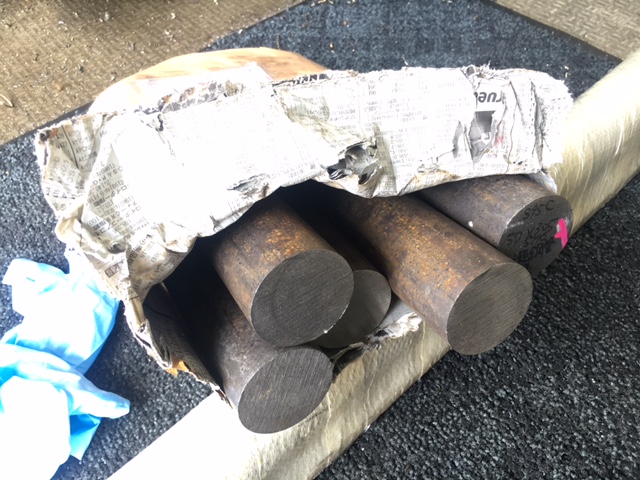
こちらの丸棒(鉄)に穴を貫通させてからホーニング加工で指定公差に収めます。
面粗さは鏡面との事。
やり方は2通り。
その1、汎用旋盤にドリルを装着しての穴加工。(トンボで真ん中合わせ)
その2、ガンドリル専門業者さんにお願いしての穴加工。(片側から一発通し)
一体どちらがビレや曲がり、、、精度が出るものか、、、
結果は、やはり片側からガンドリルを一発で通した方が制度が出る事が判明。
指定のシャフトを入れてみて、遊びがないようにという指定だったのですが、
弊社ドリルの方は真ん中で引っかかりそれ以上入っていきませんでした。
また一つ、勉強になりました。
————————————————————-
ホーニング加工・切削加工・特殊な表面処理等は
白瀬鋼管株式会社にお気軽にご相談ください。
白瀬鋼管株式会社にお気軽にご相談ください。
〒168-0081 東京都杉並区宮前3-7-3
TEL 03-3332-6166
FAX 03-3332-6167
E-mail:info@shirasekokan.com
TEL 03-3332-6166
FAX 03-3332-6167
E-mail:info@shirasekokan.com
————————————————————-